
为了给您提供更的精密钢管20#质优价廉产品信息,解锁精密钢管20#质优价廉产品新体验,视频带你玩转每个细节!
以下是:甘肃陇南精密钢管20#质优价廉的图文介绍


挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。精密管的焊接工艺。工艺:精密管中的Cr、Mo、V等强烈的碳化物形成元素有使接头过热区产生再热裂纹的倾向。坡口机加工后(焊接前)MT检查,无裂纹、无缺陷,焊前坡口及周围表面清理(油污、除锈等)至见金属光泽;坡口装配避免强制组对。焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度250~300度;层间温度应在预热温度控制范围内。GTAW(纯Ar气体保护):建议采用TIG-R31(含V)焊丝,直径2.5mm,电流100~140A。如果有一定壁厚,管径不是很小的话,建议采取GTAW+SMAW。SMAW:焊条采用R337,规格可以按实际情况来定。焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。



江泰钢材(陇南市分公司) 热轧无缝钢管产品注重质量,价格,服务,试营销公司活动政策(运费减半政策,互利互惠政策,资源共享政策,会员系统政策,资金流动政策,等精彩活动)吸引不少同行与行外的人称赞。欢迎前来江泰钢材(陇南市分公司)。期待您的来临。


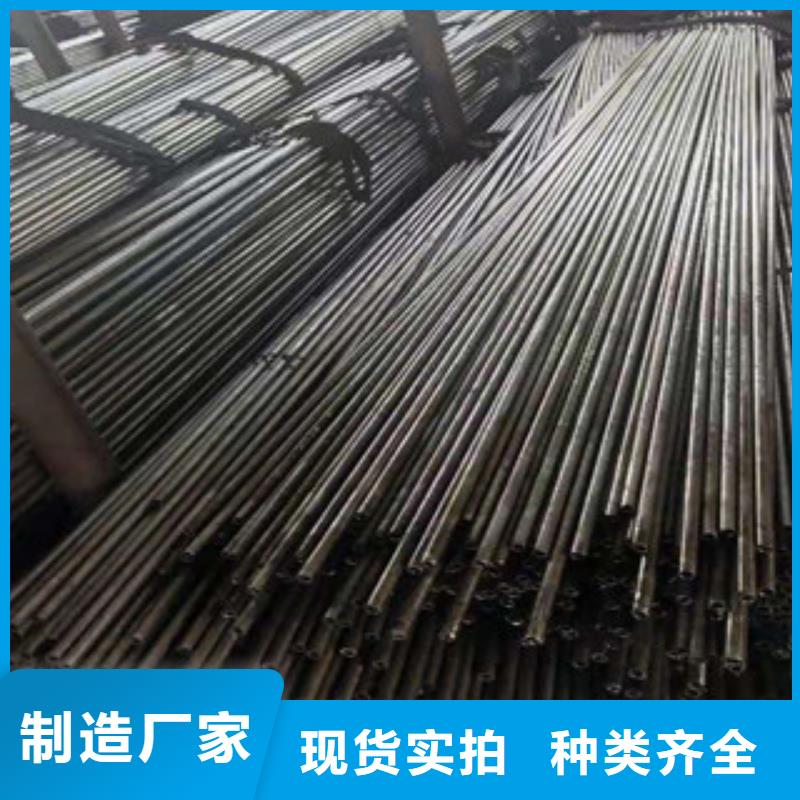
精密钢管是用实心管坯经穿孔后轧制的,按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。 精密钢管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产精密钢管是较先进的方法。 若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。



lcdf

未来精密光亮管行业的竞争将不再是价格的竞争,而是效率和质量的竞争。要想实现生产质量和效率的大幅,对于精密光亮管厂家而言,除了装备水平,夯实自身转型升级的硬件基础之外,更多的是要从制造向智能制造方面转型。在笔者看来,智能制造是中国精密光亮管企业迈向高端的“催化剂”,同时也是整个产业转型升级的一个新方向。 一方面,就硬件设备而言,当前中国精密光亮管产业的整体装备水平和国外差距不大,甚至一些企业的装备要优于国外企业,但是,在产品质量和效率上却处于相对落后的位置,一个重要原因在于智能制造方面的软实力明显不足,这种不足主要体现在设备流程息化水平、数据联动等方面。要想改变这种局面,精密光亮管厂家必须挺进智能制造领域,以此来带动产品和产业升级。